From expanding bitumen operations in India to groundbreaking mixes in Italy, stronger roads in South Africa to high RAP content in Germany, this month we bring you stories of advancing technology from around the world - Kristina Smith reports
Technology from Austrian engineering company
This will be the 50th bitumen plant to use Pörner’s Biturox technology and will be built in Bathinda in north-west India at the country’s fifth largest refinery, Guru Gobin Singh Refinery. It’s also the 10th licence for Biturox granted to India. One of the earliest Biturox plants, built in 1998 and still running, was also for Hindustan Petroleum Corporation at the Visakh refinery in Visakhapatnam.
“Now the plants built under Pörner license in India produce a total of more than 3 million tonnes of bitumen/year. That amounts to approximately 65% of India's total production.” said Pörner managing director Andreas Pörner.
The Biturox plant will assist in the blending of HVGO (heavy vacuum gas oil) and HGCO (heavy coker gas oil) to create 500,000tonnes of grade V 10, 30 and 40 bitumen each year to be used on road construction. Biturox plants use mild air oxidation to physically and chemically modify a combination of feedstocks in order to produce bitumen with the desired balance of resins and asphaltenes.
As well as the license, Pörner provides the basic engineering, key equipment, site supervision, commissioning support and training of personnel. Licenses for other new Biturox plants were granted last year to refineries in Azerbaijan, Oman and Russia.
Iterchimica
Italian additive specialist
A research and development programme resulted in PPS, an alternative to polymer modified bitumen (PMB) which is easier logistically, since it does not require modification to mixing plants as PMB does. PPS technology takes a number of ingredients – various fibres, plastomeric or elastomeric polymer, paraffins, liquid components and other additives – and combines them in a pellet which can be used in conjunction with unmodified bitumen.
The two trials it has recently reported on involved the use of ITER PPS 3000-S and ITER PPS 1000 C/V. ITER PPS 3000-S, in conjunction with another additive ITERLOW R, was used on a 250m section of the A4 highway near the busy Milano Viale Certosa exit. ITER PPS 1000 C/V was used for the wearing course of the Torino to Chivasso expressway, consisting of two dual-lane roads with a design speed of 110km/h (70mph).
Iterchimica’s ITER PPS 3000-S series consists of cellulose and synthetic fibres, a special paraffin and elastomeric polymers. The addition of the ITERLOW R allows the use of a high content of RAP, at lower manufacturing temperatures.
Working in collaboration with Politecnico di Milano University, Iterchimica created a mix for the A4 test section which contained 40% RAP, 2.9% virgin 50/70 bitumen by weight of aggregate, 0.45% of ITER PPS 3000-S by weight of aggregate, and 0.2% of ITERLOW R, by weight of RAP.
The production process followed the following steps: heating the virgin aggregates and 20% of the RAP at 165 - 170°C before adding them into the asphalt plant's pug mill; introducing the PPS pellets directly into the pug mill; adding the second 20% of RAP at atmospheric temperature which lowers the overall temperature of the mix to 140 - 145°C; adding bitumen at 160 - 165°C: and finally adding filler.
The University conducted a range of static and dynamic tests which demonstrated that the asphalt had a higher stiffness modulus and resistance to fatigue than PMB. “This means that even though the mix had 40% RAP and was compacted at 110°C instead of 150°C, the quality of the final asphalt mix was higher than the original PMB solution,” said Iterchimica. “The combined action of ITER PPS 3000-s and ITERLOW R rejuvenates the bitumen in the milled material, restoring the original properties of the aged bitumen, and facilitates the compaction despite the lower temperature.”
For the wearing course trial, the use of PPS 1000 C/V meant that unmodified bitumen could be used – rather than PMB – with the pellets added to the mixing process to create SMA (stone mastic asphalt). Various proportions of bitumen content were tested, with the optimum result being 6.4% of aggregate weight, with 0.5% of ITER PPS 1000 C/V.
Shell Bitumen
The 10/20 pen bitumen was first used in 2010 on a trial section of the South Coast Road in Bayhead near to the harbour in Durban which is owned by eThekwini Municipality. Supported by research from Sabita, South Africa’s bitumen association, the high-modulus asphalt mix – sometimes known as EME – was manufactured and laid by National Asphalt.
“Prior to the trial, eThekwini was carrying out lots of maintenance to the road,” says Shell’s bitumen business manager for South Africa, Bob Hornsey. “Since construction it has been reported that the road has carried 19 million E80s – heavy container trucks – without any structural damage, and with an average increase in rut depth of between 2mm and 0mm.”
Since then the 10/20 pen bitumen has also been used by eThekwini Municipality for its Bus Rapid Transit network and by another road authority, South Africa National Roads Agency on the Town Hill section of the N3 highway that connects Durban to Johannesburg. A steep section of highway, the pavement here has to contend with heavy loads, moving slowly uphill, with high ambient temperatures.
Shell hopes that the positive experiences of these two road agencies will encourage other road owners in South Africa, and in Africa, to consider the use of 10/20 pen bitumen in high-modulus asphalt mixes for roads with high volumes of traffic and heavy traffic.
“The two road agencies that are using it are high-profile with big networks,” said Hornsey. “Other agencies will see these examples, where 10/20 is assisting the road owners to reduce the life cycle costs of a road.”
The SAPREF refinery is the only refinery in South Africa to produce 10/20 pen bitumen. However, Shell has created an additional storage facility outside the refinery in another part of Durban and will create other storage locations as demand requires.
“This represents a step change for the industry,” said Hornsey. “In South Africa, the model for bitumen is very much customer own collection at the refinery gate. Here we are moving closer to our customers.”
Arizona Chemical
Research carried out over six months by Germany’s Braunschweig University has demonstrated that combining 70% reclaimed asphalt with SYLVAROAD RP1000 Performance Additive results in an asphalt mix that performs as well as virgin asphalt mix, according to the additive’s manufacturer Arizona Chemical. “After evaluation of a mix containing 70% reclaimed asphalt and SYLVAROAD™ RP1000 Performance Additive, we found that this rejuvenating additive restored the flexibility of the mix, especially in relation to cracking susceptibility at low temperature,” said Professor Michael Wistuba, head of Braunschweig University’s Pavement Engineering Centre.
The study compared mixes without RAP to those containing 70% RAP, with and without SYLVAROAD RP1000 at various compaction temperatures. Tests aimed to characterise compactability and workability, low temperature cracking susceptibility, fatigue resistance and elastic modulus.
According to Arizona, the tests showed that mixes with 70% RAP and SYLVAROAD RP 1000 had enhanced compactability, even at temperatures of 115 and 95°C; excellent resistance to cracking demonstrated by the Thermal Stress restrained Specimen Test, even at the lowest temperature of 95°C; and a lower stiffness modulus at low temperatures from -20 to +10°C, while still maintaining higher modulus at temperatures above 60°C.
“As a bio-based solution, SYLVAROAD RP1000 Performance Additive has unique appeal to road owners, in Europe and the US,” said Bas Hennissen, business unit director, roads & construction at
SYLVAROAD RP1000 is made from Crude Tall Oil and Crude Sulphate Turpentine, pine chemicals produced by the pulp and paper industry. Arizona Chemical’s researchers spent three years developing the additive.
The results of the research at Braunschweig University come hot on the heels of findings from the National Center for Asphalt Technology (NCAT) at Auburn University in the US which looked at mixes with 50% RAP – a higher proportion for the US market. Braunschweig University will support and monitor a full-scale trial of SYLVAROAD RP1000 Performance Additive in 2016 which adds to over 50 tests and road trials already being conducted in Europe and the US.
Hycontrol
Many bitumen storage facilities in the UK are at risk of creating accidents through spillages, thanks to outdated monitoring equipment, warns level measurement solutions supplier Hycontrol.“We are still seeing asphalt facilities that are making do with totally outdated technology to monitor a potentially lethal substance. Plumb-bob and ‘cat-and-mouse’ pulley-based systems are still common, despite their propensity to jam or wear out,” said Hycontrol’s UK sales manager David Wadsworth. “All too often these devices are also expected to double as a High Level Alarm (HLA), or else another inappropriate technology like a float switch is used to fulfil this function. This technology being used is barely more advanced than the float in a domestic toilet. Again, devices like this are prone to wearing out and becoming blocked up with sticky bitumen – and when they do fail what will then stop the tank from overspilling?”
The Refined Bitumen Association – now
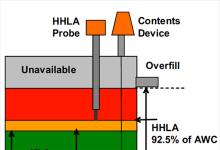
Back then, many accidents were caused by a misunderstanding about a bitumen tanks’ safe working capacity. Drivers and staff failed to realise that the bottom 10% of the tank was never emptied and that the very top of the tank, above the overflow, was also unavailable.
In June last year Eurobitume UK issued new information, ‘Site Inspection for the Delivery of Bitumen’ which highlighted the need for robust level monitoring and alarm systems. The new guidance calls for a reliable contents gauge with a high level alarm (HLA) that triggers once the container has reached 90% of its capacity. In addition, there should be an independent high high level alarm (HHLA) which is triggered at 92.5% capacity, says the guidance.
TDR (time domain reflectrometry), radar and hydrostatics have all been cited as suitable technologies for measuring the bitumen level. However, Hycontrol – which supplies all three types of technology for various applications – says it will only supply TDR for bitumen level measurement.
Hycontrol rejects radar, since bitumen coats the probe, leading to a loss of function. And hydrostatic devices must be calibrated to a liquid’s Specific Gravity, which varies as the temperature of the bitumen in the tank fluctuates.
TDR works by sending pulses of low power microwaves along stainless steel conducting probes which extend into the bitumen. Where the microwaves meet the air-bitumen interface, they are reflected back with the time between emission and reception indicating the level of the bitumen.
As for the HHLA, Hycontrol recommends RF Admittance probes rather than float switches which it says fail when coated with bitumen. A build up of bitumen on an FR Admittance probe does not impede its function, says Hycontrol, although like the TDR some periodic maintenance is advised.
“Despite the progress made over the last decade in educating site managers, H&S officers and staff about tank capacities and the risks associated with bitumen storage, the suitability, reliability and accuracy of the measuring equipment they are using is sometimes questionable at best,” says Wadsworth. “Only through a combination of appropriate, well-maintained monitoring equipment and alert, informed site staff can we be confident in the safety of bitumen storage.”